Where
Automation
Meets
Innovation
Experience efficiency and precision in every step of your logistics process.
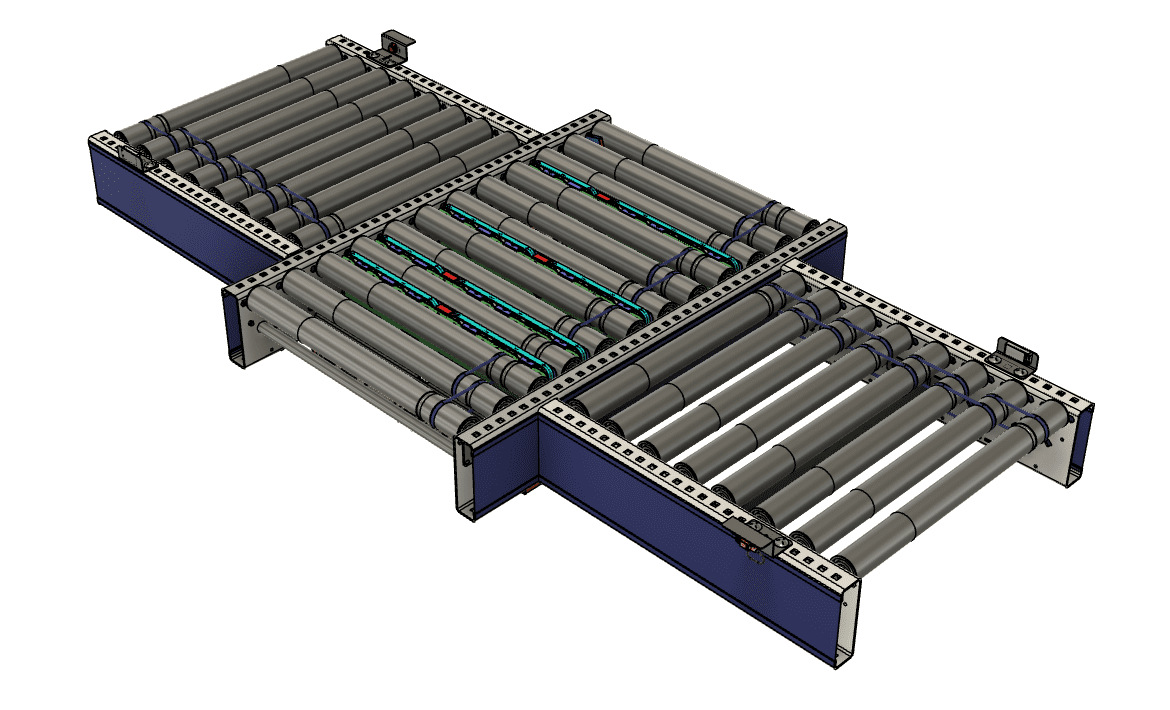
What is motorized Drive roller
Our MDR conveyor features a plug-and-play 24V run-on-demand zones, only running when required to advance product. They can accumulate product without bumping, skewing, or jamming using advanced sensors and controls. Totes, pallets and cartons can be handled simultaneously even when there is a wide difference in weights from one product to the next.
Applications of MDR
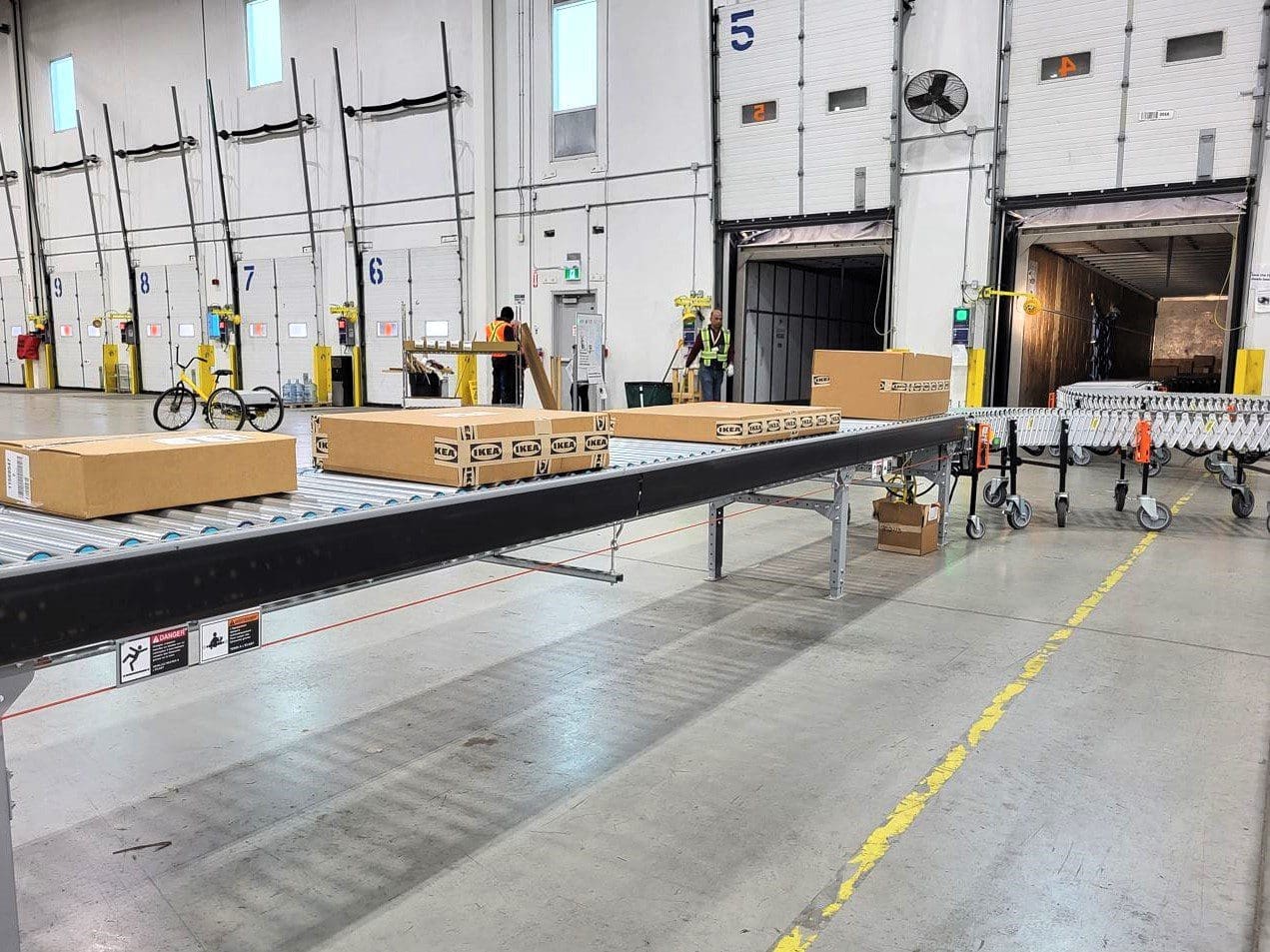
Enhance the movement of orders within fulfillment processes for streamlined production.
Optimize order fulfillment, sorting, and shipping processes in distribution hubs.
Improve the movement of goods within logistics and warehouse facilities for efficient storage and retrieval.
TYPES
straight | curve | DIVERT | POP-UP | MERGE | Decline | INCLINE | BELTED



SPECS
BFR Widths (in)
15½ | 21½ | 27½ | 34½
Zone Lengths (in)
24 | 36
Roller Centers
2″ | 3″ C-C
Roller Coating
- Galvanized Plating
- 2mm Grey Urethane
- Over Roller Belted Zone
Drive Type
- Blue Band O-Ring
- Poly-V w Belting
Sensor Type
- Top Mount Retroreflective Photo Eye
- Undermounted Diffused Sensor
Curve Offering
30° | 45° | 60° | 90°
Junction Offering
- 30° Merge / Divert
- 90° Single and Bi-Directional Transfers
Options
- Dual Motor Zones
- Custom Colours Available
Features
- Floor support and ceiling hangers
- Bolt-on top guard rail
- 3″, 6″, and 12″ high
- Inclines / Declines up to 15°
Live Load Capacity
Up to 75 lbs. per zone
*application specific
Conveyor systems serve as the backbone of modern material handling, our conveyor solutions deliver efficiency, adaptability, and a seamless workflow
Quality Customized
Solution
Future of Warehouse Automation


Meeting Your Warehouse Needs
Proudly Made In Ontario

